













服务热线
025-57263888
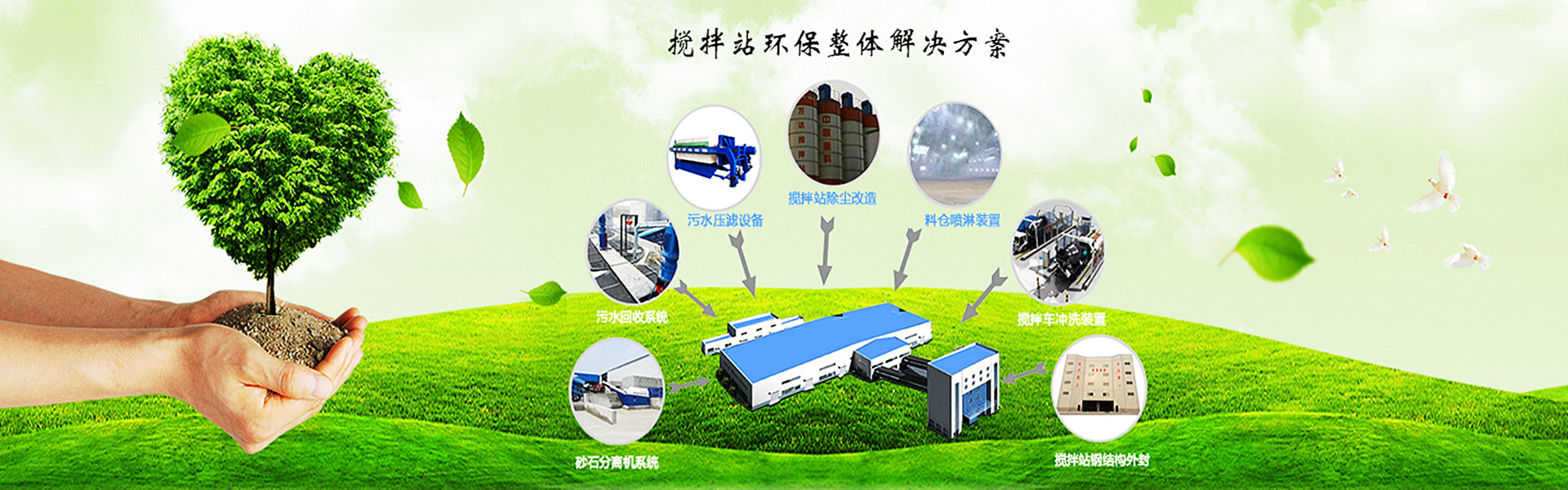


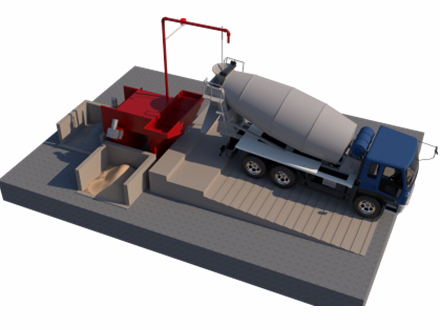
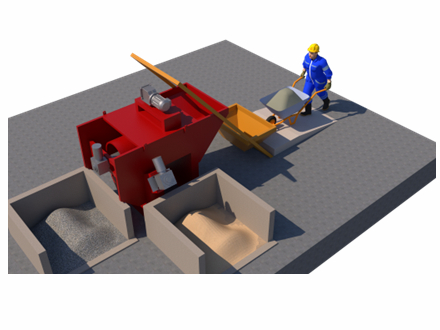
开云电子竞技(中国)有限公司官网是一家专门从事搅拌站环保机械设备研究制造的专业公司,地处南京南郊,交通十分便利,注册资金580万元,厂区占地面积15000平米,拥有专业技术 人员与研究人员二十多人,并导入企业发展战略,规范化管理、人力资源管理、营销管理等企业管理体系以坚实的品质为各位新老客户提供更优质的服务! 多年来公司围绕着混凝土行业环保领域研究生产出一系列项目,并提供一站式全方位改造,其中包括沙石分离机系统、污水回收系统、压滤机、仓顶脉冲除尘器、料仓喷淋系统、工程车辆冲洗装置、室外喷雾桩、低压打料输送系统、搅拌楼钢结构外封等一系列服务。 南淮环保公司本着”为客户创造价值、为自身赢得荣誉“的理...
查看详情 >>
开云电子竞技(中国)有限公司官网是一家专门从事搅拌站环保机械设备研究制造的专业公司,厂区占地面积15000平米,拥有专业技术 人员与研究人员二十多人,并导入企业发展战略,规范化管理、人力资源管理、营销管理等企业管理体系以坚实的品质为各位新老客户提供更优质的服务!...

开云电子竞技(中国)有限公司官网是一家专门从事搅拌站环保机械设备研究制造的专业公司,厂区占地面积15000平米,拥有专业技术 人员与研究人员二十多人,并导入企业发展战略,规范化管理、人力资源管理、营销管理等企业管理体系以坚实的品质为各位新老客户提供更优质的服务!...

开云电子竞技(中国)有限公司官网是一家专门从事搅拌站环保机械设备研究制造的专业公司,厂区占地面积15000平米,拥有专业技术 人员与研究人员二十多人,并导入企业发展战略,规范化管理、人力资源管理、营销管理等企业管理体系以坚实的品质为各位新老客户提供更优质的服务!...

开云电子竞技(中国)有限公司官网是一家专门从事搅拌站环保机械设备研究制造的专业公司,厂区占地面积15000平米,拥有专业技术 人员与研究人员二十多人,并导入企业发展战略,规范化管理、人力资源管理、营销管理等企业管理体系以坚实的品质为各位新老客户提供更优质的服务!...

开云电子竞技(中国)有限公司官网是一家专门从事搅拌站环保机械设备研究制造的专业公司,厂区占地面积15000平米,拥有专业技术 人员与研究人员二十多人,并导入企业发展战略,规范化管理、人力资源管理、营销管理等企业管理体系以坚实的品质为各位新老客户提供更优质的服务!...

开云电子竞技(中国)有限公司官网是一家专门从事搅拌站环保机械设备研究制造的专业公司,厂区占地面积15000平米,拥有专业技术 人员与研究人员二十多人,并导入企业发展战略,规范化管理、人力资源管理、营销管理等企业管理体系以坚实的品质为各位新老客户提供更优质的服务!...

开云电子竞技(中国)有限公司官网是一家专门从事搅拌站环保机械设备研究制造的专业公司,厂区占地面积15000平米,拥有专业技术 人员与研究人员二十多人,并导入企业发展战略,规范化管理、人力资源管理、营销管理等企业管理体系以坚实的品质为各位新老客户提供更优质的服务!...

开云电子竞技(中国)有限公司官网是一家专门从事搅拌站环保机械设备研究制造的专业公司,厂区占地面积15000平米,拥有专业技术 人员与研究人员二十多人,并导入企业发展战略,规范化管理、人力资源管理、营销管理等企业管理体系以坚实的品质为各位新老客户提供更优质的服务!...

开云电子竞技(中国)有限公司官网是一家专门从事搅拌站环保机械设备研究制造的专业公司,厂区占地面积15000平米,拥有专业技术 人员与研究人员二十多人,并导入企业发展战略,规范化管理、人力资源管理、营销管理等企业管理体系以坚实的品质为各位新老客户提供更优质的服务!...
如果您有任何问题,请跟我们联系!
开云电子竞技(中国)有限公司官网
QQ:903818626 电话:025-57263888
地址:南京市溧水区石湫镇明觉光明经济区9号 EMAIL:njnh_2014@163.com
Copyright © 2020-2022开云电子竞技(中国)有限公司官网 版权所有 苏ICP备14054489号-2 XML地图 网站模板